蒙瑞电子 2021-01-06
返工高引脚数或尺寸很小的SMT器件时,让正确的焊盘上有合适的焊锡体积的办法有很多。最常见的焊锡涂布类型包括印刷、点胶和手工焊接。这些方法都有各自的优缺点,取决于返工工艺中各种不同的因素。
手工焊接返工
手工焊接返工高引脚数或尺寸很小的SMT元件封装时,返工的速度要快,并且操作人员要有很高的技巧。关于使用手工焊接工艺返工这些类型的SMT元件的好消息是,一个器件在调试时就可以快速返工,并返回进行测试或反馈给设计工程师。
不过,使用手工焊接返工工艺来返工电子元件有一些不足之处。首先,既无法确保焊膏体积的一致性,也无法保证手工焊接的一致性,这会造成这一工艺不可控。在工艺允许增加助焊剂时,如果对这些助焊剂的体积缺乏控制,意味着助焊剂的残渣和电路板的清洁度可能造成潜在的可靠性风险。对于一些高密度区域中的微间距元件,返工技术人员的熟练程度要保持比较高的水平,这会限制返工的产量(图1)。另外,如果返工技术人员在放置烙铁时不小心,可能会损坏邻近的元件。还有,由于手工焊接要耗费大量时间,因此它不是一个经济有效的方法。

图1、手工焊接返工微间距元件。
模板印刷
用来返工高引脚数或尺寸很小的SMT元件封装的模板印刷既有优点,也有缺点。使用模板印刷来返工这些器件的优点非常多,这些优点包括这种技术非常通用,使用的材料也很常见,返工技术人员的熟练程度只需要在中等水平。与其他的返工方法相比,这种方法的速度也非常快。
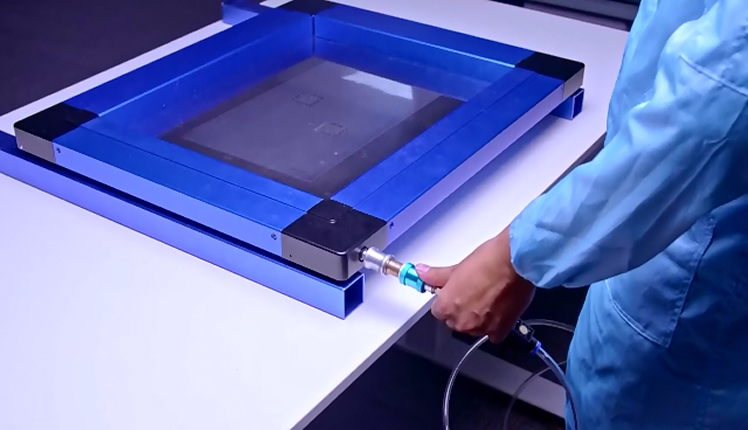
即使在空间受到限制的情况中,一次性柔性模板(图2)允许返工技术人员把它放入狭小的空间里。这些背面有粘合剂的模板已经克服对使用金属模板的局限性,包括:电路板的共面性,操作过程中模板的弯曲、进入狭小空间、必须在设备周围粘贴胶带以防止锡膏污染该区域,必须校准时间和固定装置去清理模板。

图2、柔性模板焊膏印刷。
但是,这种返工办法也有缺点,包括返工位置有多个尺寸很小的封装时的模板处理,与焊膏印刷有关的“混乱”,以及模板送到返工现场的时间(24-48小时),所有这些都限制返工时使用模板印刷焊膏的实用性。
点胶
点胶、喷涂印刷提供一种替代模板印刷和手工焊接的焊膏涂布方法。在涉及高I/O数、微小封装元件返工时,点胶焊膏有几个优点(图3)。这种技术与其他涂布技术的最大区别是其精确度。现代的阿基米德螺旋式涂布器能够每小时涂布20,000个尺寸小到800微米的焊膏点。一台喷涂印刷设备能够以高达300赫兹或每小时1,000,000个点的恒定速度印刷焊膏,印刷的点尺寸小到200微米。

图3、在超微间距SMT元件上涂布焊膏。
喷涂的另一个大优点是能够用相同体积的焊膏涂布多层电路板和异形焊盘(例如射频屏蔽罩),提供高重复性。此外,这种返工方法比模板印刷或手工焊接方法的自动化程度更高。虽然这种方法有许多优点,但是,由于它的资本密集性、需要编程,以及涂布速度相对比较慢,这种方法并不适合所有的场景。可以用来涂布焊膏的涂布器起价几千美元,最高可达10万美元。每个封装的位置都要编程,这既要花时间也要求有一定的技术水平。
与其他方法相比,即使经过微调,这种方法的涂布速度也非常慢。最后,所有与这种涂布工艺类似的涉及液体和点胶的涂布工艺都需要专业知识,以便使输送焊膏的管道、喷嘴和涂布系统的其他部件都保持清洁和不断优化。这种焊膏涂布系统是使用点胶技术在焊膏的流变性上“走钢丝”,关系到涂布焊膏的精确度。
结论
工艺工程师必须充分了解每一种返工情形,考虑需要的修复时间、组件在最终用途操作环境的可靠性、操作人员的熟练程度、可动用的资金和经济状况,做出正确的决定。




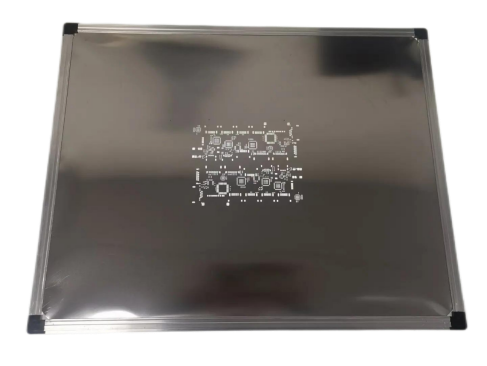

 SMT活动钢网
SMT活动钢网 SMT活动网框
SMT活动网框